
Selecciona o teutecido de cerca de aramebaseándose nestes tres criterios: calibre do arame, tamaño da malla e tipo de revestimento protector.

1. Comprobe o manómetro:
O calibre ou diámetro do arame é un dos factores máis importantes: axuda a saber canto aceiro hai realmente na malla de arame. Canto menor sexa o número de calibre, canto máis aceiro haxa, maior será a calidade e máis resistente será o arame. Do máis lixeiro ao máis pesado, os calibres habituais para as cercas de malla son 13, 12-1/2, 11-1/2, 11, 9 e 6. A menos que esteas a construír unha cerca de malla temporal, recomendamos que a túa cerca de malla teña un calibre entre 11 e 9. O calibre 6 adoita ser para usos industriais pesados ou especializados e o calibre 11 é unha malla de arame residencial pesada que resiste mellor aos nenos e ás mascotas.
2. Mide a malla:
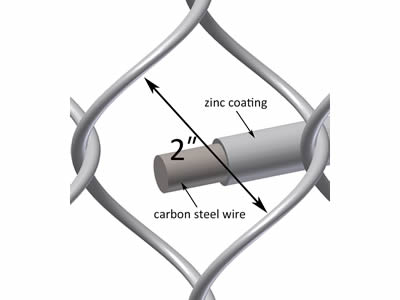
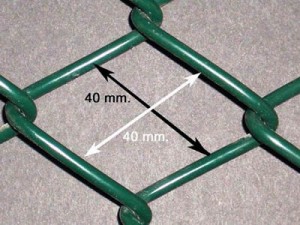
O tamaño da malla indica a que distancia están os arames paralelos da malla. Este é outro indicador de canto aceiro hai na ela da cadea. Canto máis pequeno sexa o diamante, máis aceiro haberá no tecido da ela. De maior a menor, os tamaños típicos de malla de ela son 2-3/8″, 2-1/4″ e 2″. As mallas de ela máis pequenas, como as de 1-3/4″, úsanse para pistas de tenis, 1-1/4″ para piscinas e maior seguridade; tamén hai dispoñibles as mini mallas de ela de 5/8″, 1/2″ e 3/8″.
3. Considere o revestimento:
Varios tipos de tratamentos superficiais axudan a protexer, embelecer e mellorar o aspecto do tecido de elo de aceiro.
- O revestimento protector máis común para o tecido de cadea é o zinc. O zinc é un elemento que se sacrifica a si mesmo. Noutras palabras, disípase mentres protexe o aceiro. Tamén ofrece protección catódica, o que significa que se se corta o arame, "cura" a superficie exposta desenvolvendo unha capa de oxidación branca que evita a ferruxe vermella. Normalmente, o tecido de cadea galvanizado ten un revestimento de 1,2 onzas por pé cadrado. Para proxectos de especificacións que requiren maiores graos de lonxevidade, hai dispoñibles revestimentos de zinc de 2 onzas. A lonxevidade do revestimento protector está directamente relacionada coa cantidade de zinc que se aplica.
- Hai dúas maneiras principais de galvanizar (revestir con zinc) o tecido de malla de cadea. A máis común é a galvanización despois do tecido (GAW), onde o arame de aceiro se forma primeiro en tecido de malla de cadea e despois se galvaniza. A alternativa é a galvanización antes do tecido (GBW), onde o fío de arame se galvaniza antes de formarse a malla. Existe certo debate sobre cal é o mellor método. A GAW garante que todo o arame estea revestido, mesmo os extremos cortados, e a galvanización do arame despois de formalo tamén tende a aumentar a resistencia á tracción do produto acabado. A GAW adoita ser o método elixido polos fabricantes máis grandes, xa que require un maior nivel de coñecementos de fabricación e investimento de capital que simplemente tecer o arame, e produce eficiencias que só están dispoñibles con este método. A GBW é un bo produto, sempre que teña un tamaño de diamante, peso do revestimento de zinc, calibre e resistencia á tracción.
- Tamén atoparás arame de cadea revestido de aluminio (aluminizado) no mercado. O aluminio diferénciase do zinc en que é un revestimento de barreira en lugar dun revestimento de sacrificio e, como resultado, os extremos cortados, os rabuños ou outras imperfeccións son propensos a oxidarse vermellamente nun período de tempo máis curto. O aluminizado é máis axeitado cando a estética é menos importante que a integridade estrutural. Outro revestimento metálico vendido con varios nomes comerciais que usa unha combinación de zinc e aluminio, unindo a protección catódica do zinc coa protección de barreira do aluminio.
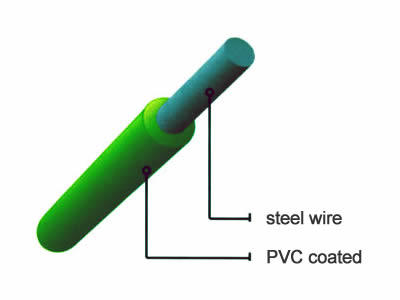
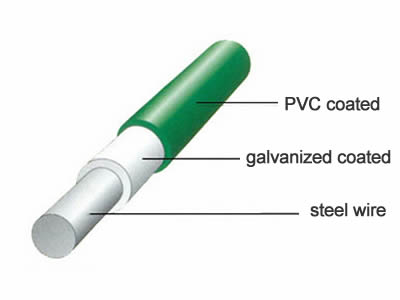
4. Queres cor? Busca cloruro de polivinilo aplicado ademais do revestimento de zinc no elo da cadea. Isto proporciona un segundo tipo de protección contra a corrosión e mestúrase esteticamente co ambiente. Estes revestimentos de cor veñen cos seguintes métodos de revestimento principais.
O revestimento en po electrostático é un método no que se carga pintura cunha máquina e logo se aplica a un obxecto conectado á terra usando electricidade estática. Este é un método de revestimento que forma unha película de revestimento quentándoa nun forno de secado despois do revestimento. Amplamente utilizado como tecnoloxía de decoración de metais, é doado obter unha película de revestimento de alto grosor e ten un fermoso acabado, polo que podes escoller entre varias cores.
O revestimento por inmersión en po é un método no que se coloca unha placa perforada no fondo dun recipiente de pintura, envíase aire comprimido desde a placa perforada para permitir que a pintura flúa e un obxecto prequentado mergúllase na pintura que flúe. A pintura no leito fluidizado fíxose ao obxecto que se vai revestir mediante calor para formar unha película grosa. O método de revestimento por inmersión en fluído adoita ter un grosor de película de 1000 micras, polo que se usa a miúdo para revestimentos resistentes á corrosión.


Asegúrate de comprender tanto o calibre do produto acabado como o arame con núcleo de aceiro. Un produto que se produce cun diámetro acabado de calibre 11, o que, coa maioría dos procesos de revestimento, significa que o núcleo de aceiro é moi lixeiro; non se recomenda para instalacións normais de malla de tamaño diamante de 1-3/4″ a 2-38″.
Data de publicación: 15 de decembro de 2021